[ad_1]
Багатьох цікавить можливість формування різьблення з допомогою термопластавтомата. Це можливо, а результат та продукція завжди виняткові. Машина для лиття під тиском використовувалася в багатьох процесах, і створення формувального різьблення є ще одним відмінним застосуванням.
Що таке сформована нитка?
У даному контексті йдеться про пластикову нитку, яку ви бачите на шийках виробів. Наприклад, пластикові пляшки та контейнери зазвичай мають шийки з різьбленням. Це різьблення, яке щільно утримує пластикові ковпачки та інші затвори. Без різьбової горловини на пластиковому виробі немає гарантії, що вміст, який ви хочете зберігати, є безпечним.
Крім того, потрібно зробити хороше різьблення на пластиковому контейнері. Тут на допомогу приходить ливарна машина. Найкращі нитки для пластикових виробів мають рівномірний малюнок та чітко окреслені. Завдяки цьому пластикова кришка утримується на місці.
Наскільки складним є процес лиття під тиском?
Процес залежить багатьох чинників. Якщо ви зможете створити правильну обстановку, це буде не таким складним завданням. Наприклад, вам необхідно переконатися, що ваш термопластавтомат працює ідеально. У цьому розділі ви ніколи не пропустите жодної проблеми, яку ви виявите під час роботи термопластавтомату. Всі деталі, що обслуговуються, слід часто перевіряти. І вам слід протестувати машину, перш ніж використовувати її для виготовлення ниток для лиття під тиском.
Найскладніша частина процесу — це ін'єкція ниток через їхній делікатний характер. Ви можете зіткнутися з великими проблемами, якщо скористаєтеся стандартним методом вибивання. А у випадку з виробами з підрізами весь процес суттєво ускладнюється. Проте експерти розуміють, як ці речі працюють, та можуть ефективно виконувати процеси формування різьблення.
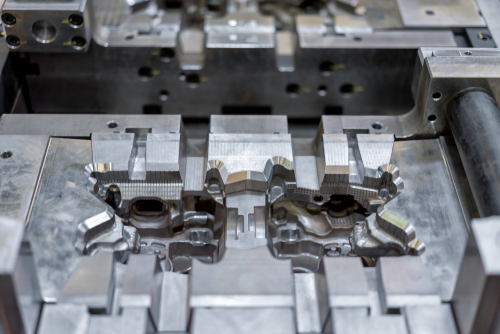
Ми також можемо підтвердити, що наші видатні високотехнологічні ливарні форми ідеально підходять для лиття під тиском різьблення. При необхідності впорскування гребеня, використання наших форм гарантує відмінний результат.
Види ниток для лиття під тиском
Існує два основних типи цих ниток. Це зовнішня і внутрішнє ін'єкційне різьблення. Це дві стандартні функції, що зустрічаються у багатьох виробах із формованого пластику.
Крім того, в залежності від замовлення клієнта ми можемо виготовити зовнішнє та внутрішнє інжекційне різьблення за американським стандартом, звичайне опорне або конічне трубне різьблення. Всі ці варіанти чудові, тому вибір стає питанням переваг.
Переваги використання ін'єкційних ниток
Взагалі кажучи, люди вважають за краще уникати процесів механічного формування різьблення на пластикових виробах. Причина такого вибору в тому, що це триваліший і складніший процес. Натомість зосередьтеся на перевагах використання ниток для лиття під тиском.
Термопластавтомат дозволяє формувати різьблення безпосередньо на пластиковому виробі. Це можна зробити незалежно від того, чи створюєте ви зовнішній чи внутрішній потік. В цілому, це одна з основних переваг використання термопластавтомату.
Однак завжди переконайтеся, що ви використовуєте найкращу форму для цього процесу. Запрошуємо Вас ознайомитись з нашою пропозицією форм. Ми продаємо високоякісні та довговічні форми, необхідні для досягнення відмінних результатів.
Інші переваги полягають у наступному; ви заощаджуєте час, оскільки процес виконується без затримок. Ви також можете підвищити задоволеність клієнтів, оскільки продукція є бездоганною.
Формування зовнішньої різьби на пластикових виробах
Коли вам потрібно створити зовнішнє різьблення на пластиковому виробі, ви можете використовувати різні методи. Однак майте на увазі, що деякі варіанти коштуватимуть дорожче, ніж інші. Наприклад, якщо ви вирішите використати зовнішній аксесуар, прикріплений до форми, ви витратите більше грошей на його покупку чи оренду.
З іншого боку, ви можете легко заощадити, зосередивши увагу на роздільній лінії. Все, що вам потрібно зробити, це створити зовнішнє різьблення по лінії роз'єму в центрі різьблення для цього процесу. Як завжди, ви гарантовано отримаєте найкращі результати, якщо використовуватимете правильні інструменти та матеріали. Зв'яжіться з нами для отримання найкращих ливарних форм.
Формування внутрішнього різьблення на виробах
Процедура створення внутрішнього різьблення у пластиковому виробі зовсім інша. Для цього процесу знадобиться автоматична машина для відгвинчування. Це те, що ви будете використовувати для створення частково сформованого внутрішнього різьблення. При формуванні внутрішнього різьблення будьте обережні і не перевищуйте маркування.
У цьому процесі можна використовувати пристрій для вставки нитки з ручним керуванням. Він досить простий у використанні; вставте пристрій для формування нитки та вийміть його, коли закінчите.
Формування зірваного різьблення на пластикових шийках
Зазвичай зірване різьблення має закруглену форму. Це полегшує відокремлення виробу від форми після формування. Щоб зробити це правильно, вам необхідно використовувати ідеальне налаштування та переконатися, що товщина пластику відповідає рекомендованим стандартам.
Формування профілю різьблення
Існують різні типи профілів різьблення. У нас є контрфорс та профіль різьблення ACME. Щоб створити ці профілі, дотримуйтесь рекомендованих специфікацій Єдиного стандарту різьблення. Перевага єдиного стандарту різьблення полягає в тому, що ви можете уникнути зрощування країв створюваної вами пластикової нитки.
Загалом, вам слід дотримуватись стандарту незалежно від того, чи створюєте ви теми в якійсь із категорій. Для точних робіт ми радимо клас 3А. Однак це вимагає складного процесу формування, тому необхідно бути обережним.
Чого слід уникати під час створення тем
Незалежно від того, чи створюєте ви внутрішнє різьблення для лиття під тиском або зовнішнє різьблення, вам знадобляться ресурси. Тому потрібно виконати роботу бездоганно, щоб не витрачати цінні ресурси даремно. Ось деяких ситуацій, яких слід уникати;
●Зробіть все можливе, щоб дотримуватися правильної процедури, щоб уникнути перехрещення різьблення. Це може зруйнувати раніше добре сформовані потоки.
●Уважно стежте за процесом, щоб не допустити послаблення кінців нитки.
●Уникайте надто гострих кутів на кінці нитки.
●Уникайте спотворення країв на кінчику або підставі нитки.
Таким чином, ви можете отримати стабільні результати, використовуючи стандартні налаштування. Тому перед початком процесу виконайте відповідні попередні перевірки.
[ad_2]
Джерело інформації для статті надав: MolDie



