Під час процесу лиття під тиском протитиск прикладається із задньої сторони шнека всередині циліндра. Це допомагає акру просувати розплавлений пластик уперед. Цей тиск, що чиниться ззаду, називається протитиском. Під час лиття під тиском з протитиском шнек рухатиметься назад без протитиску, дозволяючи матеріалу залишатися незмінним по всьому циліндру.
Машина для лиття під тиском має шнек, що обертається навколо циліндра ззаду, та гідравлічний двигун. Цей протитиск допомагає запобігти лінійному переміщенню пластикових частинок усередині стовбура. Величина протитиску має бути оптимізована, щоб забезпечити вихід матеріалу із сопла під час завантаження. Воно не повинно бути ні надто високим, ні надто низьким. Протитиск можна підтримувати тільки при змішуванні двох матеріалів.
Під час лиття під тиском із протитиском через постійне протитиск може виникнути слиновиділення. Щоб цього не сталося, застосовується протитиск 4 мм або 10 мм. Однак це залежатиме від типу та кількості матеріалу, який змушує екран рухатися лінійно.
Тиск є невід'ємною частиною лиття під тиском. Щоб зрозуміти це важливо знати, як працює лиття під тиском. Призначення машини для лиття під тиском – змішувати, плавити та надавати пластмасам різні форми та візерунки. Цей процес починається, коли пластикові гранули знаходяться у резервуарі. Гранули проходять через нагрітий циліндр і розрізаються пластифікуючим шнеком.
Зріз можливий завдяки шнеку, що обертається, який рухається назад. Цей зворотний рух шнека транспортує розплавлений пластик із певним об'ємом рідини до передньої частини шнека. Рідина чинить тиск на гвинт, дозволяючи йому рухатися назад. Рух тому збільшує об'єм плавильної камери. Однак цей тиск необхідно контролювати. Цей тиск є протитиском.
Як протитиск впливає на лиття під тиском
Успіх методу протитиску може вплинути на перебіг лиття під тиском. Те, як рухається гвинт, має вирішальне значення, оскільки саме він виконує більшу частину роботи. Процес формування обертається довкола руху шнека вперед і назад. Ось деякі параметри, які слід враховувати під час лиття під тиском;
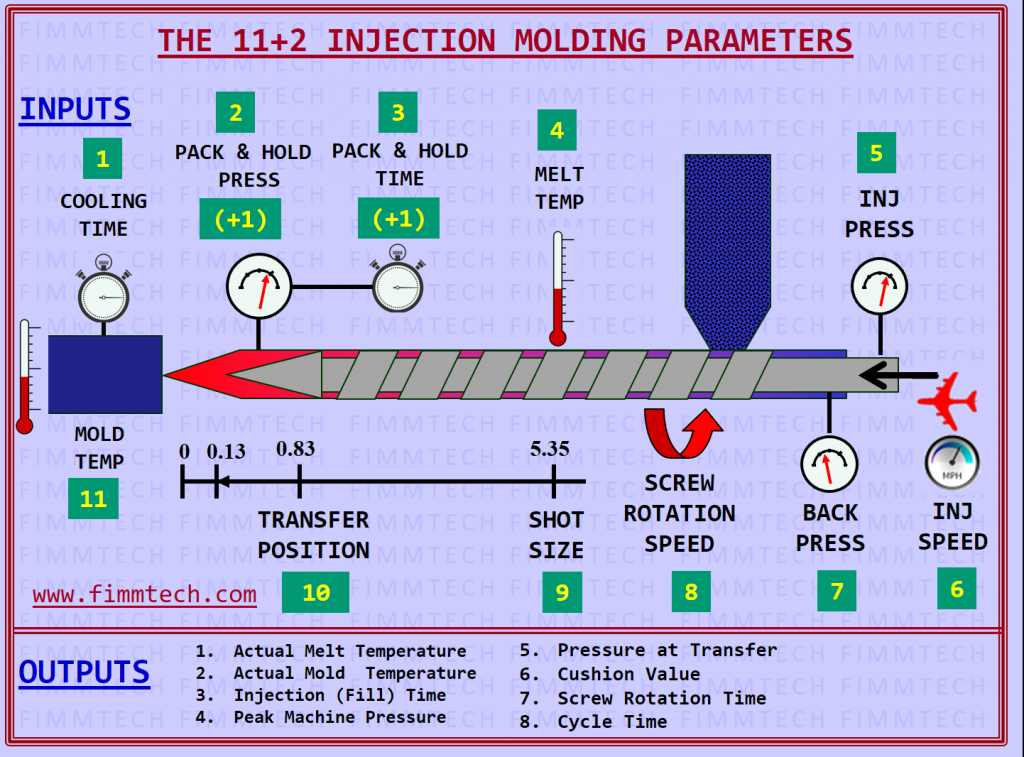
● Швидкість гвинта вимірюється в обертах за хвилину (об/хв).
●У більшості машин шнек обертається зі швидкістю від 20 до 60 об/хв.
●Швидкість обертання залежить від властивостей пластику.
●Розмір кадру також є важливим параметром, який слід враховувати. Це вирішує камера упорскування.
Що варто знати про лиття під тиском
Знання того, як створюється протитиск у процесі лиття під тиском, є надзвичайно важливим для повного розуміння того, як контролюється процес. Якість кінцевого продукту залежить від того, як гладко пройде кожен захід. Ось деякі з основних ролей протитиску під час лиття під тиском.
Ущільнення
Для отримання однорідніших матеріалів до розплавленого матеріалу необхідно прикласти тиск. Високий тиск зв'язує молекули разом та підвищує щільність. Недостатнє ущільнення може призвести до обмеження потоку вздовж лінії. Протитиск не тільки контролює рух шнека, але й підтримує необхідний тиск ущільнення.
Вентиляція
Важко запобігти попаданню повітря в розплав. Це може бути пов'язано з конденсацією летких речовин у пластиці, які також можуть надходити з конденсованого повітря або навколишніх рідин. Захоплене повітря виходить назовні та переміщається під дією градієнта тиску, який видаляє захоплене повітря з плавильної камери при додатку тиску.
Захоплене повітря переноситься у нижню зону поза системою. Захоплене повітря може бути не видно на виробі. Однак це може призвести до втрати функціональності. Це також може призвести до втрати точності конструкції та дефектів поверхні. Термопластавтомат може бути оснащений зоною вентиляції та декомпресії, що підвищує ефективність таких функцій.
Час процесу
Час має вирішальне значення у процесі лиття під тиском. Різниця в одну секунду в одному циклі може вплинути на продукт. Наступний процес відбувається в міру втягування гвинта. Наприклад, розплавлений пластик із попереднього циклу охолоджується.
Тому рух шнека тому має бути синхронізований із викидом продукту. Коли гвинт перестане втягуватися, виріб вийде назовні та форма закриється. Якщо частина цього процесу зупиняється, це може спричинити весь процес.
Скорочення
Тиск, що чиниться на розплавлений матеріал, сприяє стиску ізотопів та знижує його ефект. Якщо розплав під тиском, це може зменшити загальний обсяг. Отже, протитиск під час лиття під тиском забезпечує стабільність розмірів. Навіть якщо скорочення відбудеться, ефект буде менш вираженим.
Заповнення форми
При заповненні форми потрібний відповідний тиск розплавленого матеріалу. Тиск необхідно підтримувати, поки розплавлений матеріал тече каналами. Протитиск відіграє роль у швидкості та тиску заповнення форми.
Температура плавлення
Температура системи збільшується залежно від тиску. У міру збільшення обсягу розплаву в плавильній камері простір, доступне для розплаву, зменшується через протитиск.
Система підвищує температуру, що, своєю чергою, досягається з допомогою протитиску. Підвищення температури зменшується в залежності від в'язкості, яка ідеально підходить для заповнення форм та формування виробу.
У випадках, коли протитиск занадто великий, це може призвести до деградації термочутливих пластмас.
Наповнений пластик
Особливу обережність слід виявляти з матеріалами з волокнистим наповнювачем, оскільки високий протитиск під час лиття під тиском може зменшити довжину волокон. Тріщина також може виникнути внаслідок ущільнення та збільшення зсуву через протитиск.
Зазвичай пластики наповнюються волокном поліпшення їх властивостей. Існує кілька рекомендацій виробників пластикових виробів, які використовуються під час лиття під тиском. Важливо зважати на тиск, який може витримати матеріал.
Хороший контроль протитиску має вирішальне значення якості продукції. Скористайтеся послугами авторитетної компанії з лиття пластмас під тиском, щоб отримати найкращий продукт для вашої компанії. Для отримання більш детальної інформації, зв'яжіться з нами.

Джерело інформації для статті надав: MolDie



